中山双壁波纹管价格
发布时间:2022-11-12 01:40:38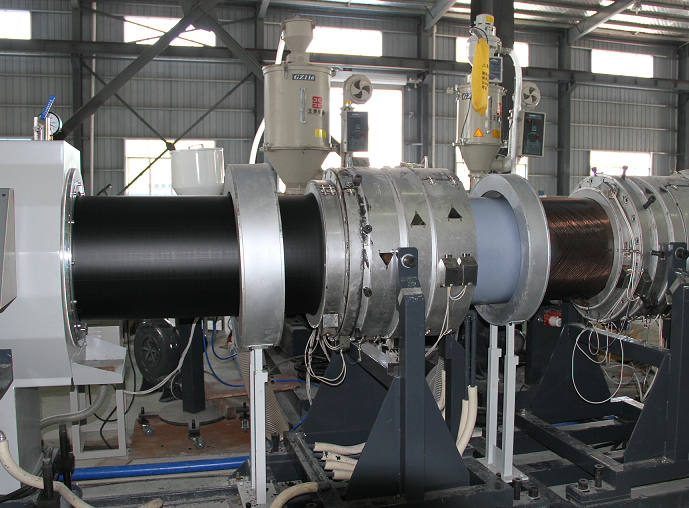
中山双壁波纹管价格
管道与检查坑连接后,管端连接部分的内外壁应加防水层,以满足检查坑的一般防渗漏要求。当管道铺设在软凹凸不平的地面上时,可以使用过渡件来连接检查坑和管道。过渡部分由不少于2根短管的柔性接头组成,每根短管长600~800。过渡段总长根据地质条件确定,可在1500~2000mm。柔性接头可采用套筒式、套筒式等橡胶密封圈接头。过渡段与检查坑必须牢固连接。检查坑与上、下游管道连接部分管底挖空部分应在管道连接完成后立即填入砂石,并按土拱设计支角回填压实基础按《管道基础》的规定安排。填充:一般规定;管道铺设后应立即进行沟槽回填。气密性检查前,管道两侧及管顶以上的填充高度不应小于0.5米,但接头不稳定和外露除外;气密性检查合格后,其他部位应及时补齐。沟槽回填是从管道两侧、检查坑和其他构筑物同时对称进行,保证管道和构筑物不移动。如有必要,应采取临时边境措施防止浮动。管底至管顶以上0.7m范围内,应采用人工回填,严禁机械推土。对距管顶0.7m以上部位进行充填,可同时从管轴两侧进行充填、压实或轧制。在回填之前,让水从沟渠中排出。不允许回填污泥、有机土和冻土。回填物不应包含其他坚硬且有棱角的大型物体,例如石头和砖块。回填应分层对称进行,每层回填高度不应超过0.2m,以保证管道和检查坑不移动。

中山双壁波纹管价格
内壁破裂:外气压大,降低外气压;内模温度低,内芯模加热体和螺杆温度低,检查内加热体,提高油温和芯棒或机筒温度;内模温度高,水温高,降低内模温度和水温;如果漏气,更换气塞;如果成型机没有校准,重新校准同心度;若配方不合理或原辅材料不合格,应重新检查原辅材料,并在配比配方体系中调整内外润滑剂;外壁破损:成型机同心度未校正,重新校准;外模温度低,内模温度高,模具和模具温度升高;树脂粘度高,更换树脂;料筒温度低,料筒温度升高;全部无法成型:原材料和耗材的质量问题,主要控制树脂种类、复合稳定剂含量和CPE、ACR如果成型机的同心度没有校正,重新校准机头和成型机的同心度;如果缸温低,提高缸温;如果物料的水分含量高,检查原料的干燥系统或捏合;配方不合理,内外润滑剂过高,调整配方,减少内外润滑剂用量;变色崩解:模具损坏或未烘干清洗干净,清洗模具;浇注温度高,浇注温度低;材料的热稳定性或流动性差,增加了材料的热稳定性或流动性。

中山双壁波纹管价格
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。

中山双壁波纹管价格
HDPE双壁波纹管是一种由高密度聚乙烯制成的新型轻质管材。HDPE双壁波纹管在环境中具有优良的化学稳定性、耐老化性和抗开裂性。曲率合适,摩擦系数小,流量大,抗外压能力强。主要用于工作压力在0.6MPa以下的大型给水、给水、排水、排污、废气、地铁通风、矿山通风、农田灌溉等。与PVC、PE等其他结构的管材相比,HDPE双壁波纹管施工成本低、使用寿命长、施工舒适可靠,在国内外经常使用并大量替代混凝土管和浇注料。管道。铁管。排水用HDPE双壁波纹管以聚乙烯树脂为主要原料,加入适量的助剂,挤出成型。是一种用于建筑物室外下水道和市政下水道的新型管材。具有重量轻、排水阻力小、抗压强度高、耐腐蚀、施工方便等优点。是替代铸铁管和水泥混凝土管的理想材料。

中山双壁波纹管价格
质量问题分析:管子外表面波纹形状不规则:合模时两个半开模的波纹模错位,两个半开模的运行速度两个半开模合模后需要重新调整以保证同步或调整的精度。结盟;两半模孔传动链磨损严重,同步运转时有误差累积,导致车削一段时间后两半模孔错位。传动链条需要维修更换;挤出机螺杆工作速度不稳定,使挤出熔体量不一致,成型管坯形状误差较大。丝杆传动系统错误必须修理;压缩空气的压力不稳定,造成充气波形有较大的形状误差。应调整稳定的供气压力;用于形成管形的熔体温度太高,难以形成熔体。熔体温度必须适当降低;管材表面无光泽:熔体温度低,原料塑化不彻底,应适当提高机筒和模具的工艺温度;冷却水温度高,应降低冷却水温度;管坯设置直段长度不足,定径压力小,应提高模具结构尺寸。

中山双壁波纹管价格
双壁波纹管:管壁部分为双层结构,内壁光滑平整,外壁等间距为梯形中空结构。公称直径(DN):管道的公称直径,分为内径系列和外径系列两种。箍弯曲刚度:衡量管道承受箍变形能力的量度。特点:结构独特,强度高,内壁光滑,摩擦阻力小,流通量大,基础无需混凝土基础,重量轻,操作安装方便,施工快捷;橡胶圈连接,方法可靠,易于保证制作质量;灵活的界面。抗匀力强;防渗漏效果好,耐各种化学介质侵蚀;管道内无水垢,基本无需疏通,埋地使用寿命50年以上。生产工艺:PVC双壁波纹管是以硬质聚氯乙烯为主要原料制成的中空塑料管材。物理性能:颜色:管材内外层颜色应一致,也可由供需双方协商确定。外观:管材内外壁无气泡、裂纹、分解变色线、明显杂质和不规则起伏;内、外壁光滑,管端面应平直向轴线;管道槽区内外焊接紧密,不松动。