黔南州钢丝网骨架复合管公司
发布时间:2022-11-13 01:40:32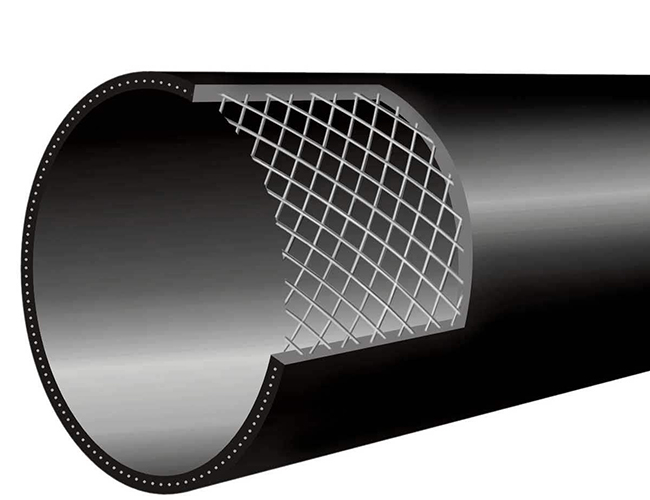
黔南州钢丝网骨架复合管公司
沟槽:沟槽的宽度可根据各地区的具体情况,根据管径、埋深、施工工艺等确定。当管子直径不超过450mm时,管子每边的宽度不应小于300mm;当管径大于450mm时,管子每边的净宽不应小于500mm。沟渠类型应根据建筑环境、坑深、地下水位、地面条件、建筑材料和环境影响进行设计。地下室的钻孔必须小心维护,不要破坏建筑物的原始来源。基长0.2~0.3m的不理想地面应人工清理大的厚度后再铺设管道。如进行钻孔或钻孔,可随时更换10~15mm的天然砂或大的粒度不超过40mm,并进行调整压实。如果凹槽底部有尖锐坚硬的物体,必须将其清除并用沙子和砾石代替。坑底不浸水,如果使用人工雾化,等到地下水位低于地面后,方可进行挖掘工作。施工过程中的测量主要是确定罐底的高度。机械开挖后,随开挖进行后续测量,杜绝超挖现象,保证高度。罐底高度符合设计要求问题及时解决,使管底高度控制在允许偏差范围内。测量工作开始前,必须每天进行相邻液位控制测量。管道中心由中心线控制桩确定,边线由控制桩在管道基础上打孔,确定管道敷设位置。

黔南州钢丝网骨架复合管公司
施工原则:管道施工:先主干,后支,支管施工应在结构施工后进行。管沟采用机械开挖(人工配合,底部留有200mm厚的人工沟)管沟坡度为1:1。沟深超过4m时,预留一条1.2m宽的马道,分层开挖。小管沟是人工挖的。人工挖掘用于机器无法挖掘的部分。在安装检查井之前,必须进行目视检查和模型检查。双壁波纹管采用套管式接口。当不能采用单套连接时,可采用双套连接和双向套套式弹性密封圈。双壁波纹管施工前,沟渠必须铺设一层200mm厚的砂垫,填塞度必须达到85%~90%。双壁波纹管回填时,必须使用中粗砂进行回填和填料。回填面积不得小于设计支撑角2α+30°(180°)回填密度必须达到95%以上。双壁波纹管与检查井的连接可以是刚性的,也可以是柔性的。刚性连接:在建造检查井时,管段或短管嵌入井壁,出水口朝外,便于出水口连接。采用这种连接方式时,水泥磨应装满。柔性连接:在检查井上放置带套的预制混凝土环梁,环梁内径与管套外侧有一定间隙,使管端橡胶圈与环梁连接起来,使一定的旋转角度可以适应检查井。

黔南州钢丝网骨架复合管公司
内壁破裂:外气压大,降低外气压;内模温度低,内芯模加热体和螺杆温度低,检查内加热体,提高油温和芯棒或机筒温度;内模温度高,水温高,降低内模温度和水温;如果漏气,更换气塞;如果成型机没有校准,重新校准同心度;若配方不合理或原辅材料不合格,应重新检查原辅材料,并在配比配方体系中调整内外润滑剂;外壁破损:成型机同心度未校正,重新校准;外模温度低,内模温度高,模具和模具温度升高;树脂粘度高,更换树脂;料筒温度低,料筒温度升高;全部无法成型:原材料和耗材的质量问题,主要控制树脂种类、复合稳定剂含量和CPE、ACR如果成型机的同心度没有校正,重新校准机头和成型机的同心度;如果缸温低,提高缸温;如果物料的水分含量高,检查原料的干燥系统或捏合;配方不合理,内外润滑剂过高,调整配方,减少内外润滑剂用量;变色崩解:模具损坏或未烘干清洗干净,清洗模具;浇注温度高,浇注温度低;材料的热稳定性或流动性差,增加了材料的热稳定性或流动性。
黔南州钢丝网骨架复合管公司
管道安装连接:管道铺设前,必须按产品标准逐段进行外观检查,不符合产品标准的严禁铺设。根据管径的大小、开槽的大小和施工设备的设备,决定人工或机械将管子放入槽中。下管时,应使用可靠的吊具,下沟应平稳下放,不得与沟壁和沟底发生剧烈碰撞。吊装时应有两个支撑吊点,严禁穿心吊装。用于套筒式密封连接和法兰连接的密封件、法兰和其他附件必须由管道制造商提供。当连接需要润滑剂等辅助材料时,该材料也应由管材制造商提供。连接管道时,连接件、密封件等附件必须清洗干净,不得附着泥土等污染物。插座环的连接方式必须在环境温度较高的情况下进行,插座末端不得插入插座底部,至少留有10mm的膨胀间隙。插入前必须在出口外壁上做深度标记。插入后,插入长度与承插口周长之间的间隙必须均匀,连接管的轴线必须保持平直。管道铺设完成后,管壁因事故而部分损坏。当局部损伤直径不大于60mm或周边和纵向裂纹不大于管子圆周的1/12时,可用焊条进行修补。当局部损坏超过上述范围时,应将损坏的管段切断,并采取换管或砌体检查井、连接井等措施。雨季施工时,应采取措施防止管道流动。当管道安装完毕且未覆土起泡时,应重新测量管子中心和管子底部的高度并进行外观检查。

黔南州钢丝网骨架复合管公司
启动过程中的注意事项:启动挤出机前,确保各段温度正常。如发现异常,请等待挤出机完成后再启动挤出机,以免损坏螺杆等部件或喷出物料伤人;启动条件均可启动主机后,在主机刚启动时应将熔压控制在一定范围内,以免料温过高,喷料伤人;挤出时必须观察主机的流量和压力。如果流量和压力太大,应先检查。排除故障后启动机器,避免设备损坏;随时检查主机和变速箱的温度和噪音,如有异常,请及时通知设备人员确定是否停机;物体碰撞时,处理损伤时不要使用800目以下的砂纸;在成型机正常运行过程中,随时观察所有轴承及附件的完整性,如有损坏或异常,及时更换和处理;成型机的润滑系统应保证随时正常运转,否则应立即停机;成型机的运动轨道必须保持清洁;每次更换模块时必须清洁;每次更换模块时,应检查所有销钉和定位槽是否完好,如有偏差,处理后才能安装;模块的运输、安装和拆卸必须非常小心,严禁损坏部件;上下模组(卧式为左右模组)不能压得太紧,以免模组或成型机主体变形。电机过载;真空泵应定期清洗泵腔内的滤网和外壳,以免影响真空度或损坏电机。