凭祥pe给水管公司
发布时间:2023-01-12 01:39:33
凭祥pe给水管公司
管道的修复:管道铺设后,由于意外因素造成局部损坏,当损坏部分的长度或宽度不超过管道周长的1/12时,可采取修复措施。PE管的损坏可以用PE焊条和热缩胶带修复。当管道连接到检查井和管道连接到混凝土或砖块的检查井时,应使用刚性连接。管道铺设到位后,在砖砌检查井壁时,建议使用现浇混凝土封装插入井壁的管端。混凝土围护结构壁厚不小于100mm,强度等级不低于C20。不铺设管道时,建检查井时,应根据管道轴线的高度和管道的直径在井壁上开一个预留孔。预留孔的内径不应小于管子外径加100mm。连接时,用水泥砂浆填充插入管端与孔洞之间的空隙。水泥砂浆的配合比不得低于1:2,砂浆中必须掺入微膨胀剂。砖井墙体预留洞口应沿周边砌砖拱。现浇混凝土的包封应采用自胀式橡胶密封圈。在检查井壁与插入管端的连接处,浇注混凝土或填充粘土和砂浆时,管端的圆形截面不得扭曲变形。当管径较大时,施工时可在管端内部设置临时支撑。当使用出水口和出水口时,不宜插入出水口部分连接到下游出水口端的井壁上。如果没有排水管,可以剪掉套管。当使用专用管件连接检查井时,专用管件应由管道制造商提供。

凭祥pe给水管公司
安装方法:1、本产品安装使用时,应先检查管材质量,如产品不符合质量标准,不得使用。2、在装卸、搬运、安装过程中,应小心提起和放置产品,严禁野蛮操作,严禁在地面上直接拖拽、刮擦。3、管道安装时,根据管槽深度的具体情况,可手动将管子吊入槽内或使用非金属电缆桥架进入槽内,但必须放在挖出的管槽符合相关要求的介质;正常情况下,套筒方向应与水流方向一致,按从低到高的顺序安装。4、安装管道时,相邻两根管道的轴线必须在一条直线上,且偏移角必须小于2°。5、在连接套筒前,先检查橡胶密封圈的规格,确保与产品一致,完好无损,有弹性。密封圈的安装位置应在套筒与套筒的第二、第三波纹之间的凹槽内。放置数量应根据相关设计要求确定。如果装两个密封圈,希望两个密封圈之间会有波纹6、安装承插口时,应先将承插口内外工作面清洗干净,不得有泥沙杂质等,然后在承插口内表面涂抹润滑剂,然后立即清洗袖子干净。中心轴与承插口的中心轴对齐,此时可以在管子的另一端放置一块木板或硬塑料板。用撬棒将安装好的管子沿轴向慢慢插入承插口,使其突出到承插口底部。7、调整管材长度,一般采用手锯切割,但管材端部应与中心线垂直且平整,不得有缺陷。
凭祥pe给水管公司
管道安装:HDPE双壁波纹管施工:沙垫填好后,即可开始安装。双壁波纹管应安装出水口朝水流方向,出水口朝水流方向,从低点到高点。管道安装可以手动安装。安装时,工人将管道两端吊起,运至罐底施工人员处。对于罐体大于3m或管径大于400mm的管道,可用非金属电缆推动管道,使管道稳定地放置在管道上的凹槽中。严禁使用金属绳索钩住两端的喷嘴或将管道从凹槽边缘卷起扔入凹槽中。要调整管子的长度,可用手锯切割,但截面应垂直且平整。接口工作时,先将插座清洗干净,在上面套上橡胶圈,检查橡胶圈是否完好并涂上润滑油,将插座端中心对准插座中心轴,慢慢连接。严禁使用工程机械强行将管子插入承插口。管道施工过程中如管道损坏严重,需由专业人员进行检查,检查合格者可继续使用,如损坏不严重,可修复后再使用。

凭祥pe给水管公司
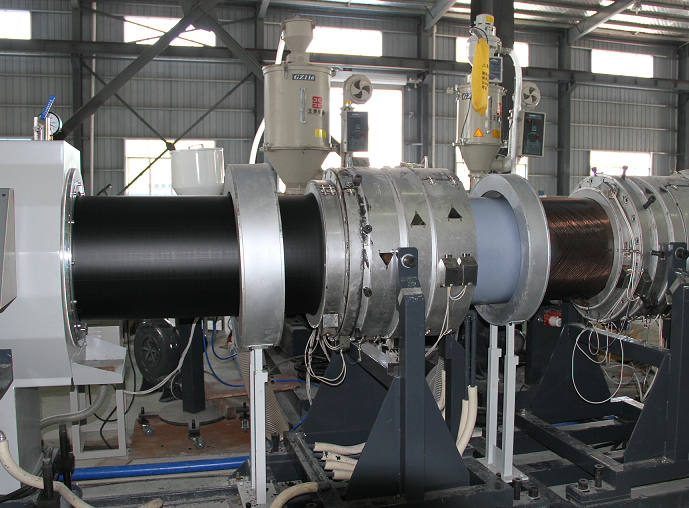
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。

凭祥pe给水管公司
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。