东方双壁波纹管公司
发布时间:2023-02-28 01:38:07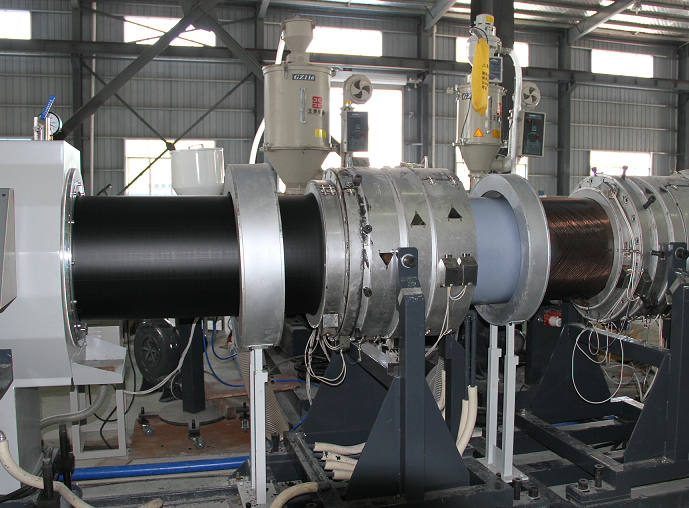
东方双壁波纹管公司
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。

东方双壁波纹管公司
管道的修复:管道铺设后,由于意外因素造成局部损坏,当损坏部分的长度或宽度不超过管道周长的1/12时,可采取修复措施。PE管的损坏可以用PE焊条和热缩胶带修复。当管道连接到检查井和管道连接到混凝土或砖块的检查井时,应使用刚性连接。管道铺设到位后,在砖砌检查井壁时,建议使用现浇混凝土封装插入井壁的管端。混凝土围护结构壁厚不小于100mm,强度等级不低于C20。不铺设管道时,建检查井时,应根据管道轴线的高度和管道的直径在井壁上开一个预留孔。预留孔的内径不应小于管子外径加100mm。连接时,用水泥砂浆填充插入管端与孔洞之间的空隙。水泥砂浆的配合比不得低于1:2,砂浆中必须掺入微膨胀剂。砖井墙体预留洞口应沿周边砌砖拱。现浇混凝土的包封应采用自胀式橡胶密封圈。在检查井壁与插入管端的连接处,浇注混凝土或填充粘土和砂浆时,管端的圆形截面不得扭曲变形。当管径较大时,施工时可在管端内部设置临时支撑。当使用出水口和出水口时,不宜插入出水口部分连接到下游出水口端的井壁上。如果没有排水管,可以剪掉套管。当使用专用管件连接检查井时,专用管件应由管道制造商提供。

东方双壁波纹管公司
基层处理及基础:挖管槽后发现基层土质松软,底部不平整等特殊情况。严禁开挖基层,必要时可采用砂土回填。需要更换底漆时,应彻底清洗,并根据具体情况确定回填材料、操作方法和质量标准。基础按设计要求冲压加工并经批准后,按设计要求进行管道基础施工。基层压实后,直接在沟底铺上200mm厚的砂垫,压实后即可稳定管道。对于一般土质,当地基承载力特征值≥80kPa时,可采用中粗砂进行基层铺设;当地基土质较差,地基承载力特征值为55≤fak<80kPa或沟底低于地下水位时,应为铺展厚度至少为砾石基层200mm也可分两层铺设,粒度5-40mm,上层铺设至少50mm厚的中粗砂。规定地基承载力,铺设中粗砂地基层。落水管:落水管本着施工安全、操作方便的原则,根据工人的技能、重量、管子的长度、设计环境、坡口的深度和施工情况合理确定落水管方法。起重设备的供应条件。落水管的关键是安全,必须由有经验的工人订购。浸管时应使用可靠的吊具,下放沟应平稳,不得与沟壁和槽底剧烈碰撞,吊装时应设两个吊点。严禁站在举升管下方,手动下管时,罐内人员必须避开下管位置。下管时,必须对沟渠进行彻底的检查,包括基层土壤质量、基层内杂物、沟渠稳定性等。

东方双壁波纹管公司
检验计划:施工前,检验组长应检查材料的质量和强度,检查坡口的填塞情况;施工时检查管道的方向、高度和坡度;包装测试。物料搬运:物料检验。管道元件在使用前必须检查型号和外观,不合格的不得使用,必须对质量证明文件进行审查和物理检查,方可对管道进行验收和使用。测量铺设:根据施工图进行管道铺设铺设,测量无误后开挖沟渠。管沟开挖后,应测量管沟高度,确认无误后方可进行管道基础。进管前,检查并测量安装管道的坐标、高度和坡度,确认无误后再安装。管沟开挖及措施:在开挖土方工程时,首先要了解开挖区的地下情况。地下有电缆、管道等不明物体时,严禁机械开挖。管沟开挖根据现场土壤条件,两侧坡度为1:1。土方开挖必须符合设计条件,并遵循“槽支、先支后挖、分层开挖、严禁开挖”的规定。当机械开挖接近底部设计高度200mm时,应采用人工开挖达到设计高度,严禁开挖。如果局部发生开挖或扰动,应更换10-15毫米的自然级配砂石或5-40毫米的砾石,平整并填充。管道基础必须严格按照设计要求进行施工,所有管道安装前,必须在沟底预留操作坑。管沟竖井深度大于4m时,管沟两侧必须设置钢板支架,并对地下水位及周边环境进行必要的检测和保护。

东方双壁波纹管公司
质量问题分析:管子外表面波纹形状不规则:合模时两个半开模的波纹模错位,两个半开模的运行速度两个半开模合模后需要重新调整以保证同步或调整的精度。结盟;两半模孔传动链磨损严重,同步运转时有误差累积,导致车削一段时间后两半模孔错位。传动链条需要维修更换;挤出机螺杆工作速度不稳定,使挤出熔体量不一致,成型管坯形状误差较大。丝杆传动系统错误必须修理;压缩空气的压力不稳定,造成充气波形有较大的形状误差。应调整稳定的供气压力;用于形成管形的熔体温度太高,难以形成熔体。熔体温度必须适当降低;管材表面无光泽:熔体温度低,原料塑化不彻底,应适当提高机筒和模具的工艺温度;冷却水温度高,应降低冷却水温度;管坯设置直段长度不足,定径压力小,应提高模具结构尺寸。