六盘水双壁波纹管公司
发布时间:2023-03-25 01:36:56
六盘水双壁波纹管公司
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。

六盘水双壁波纹管公司
通用规范规则:为使HDPE波纹管在管道施工过程中安全可靠,保证工程质量,特编制本手册。本手册适用于管径约为225~1200mm的高密度聚乙烯(HDPE)双壁波纹管。管环刚度为S1≥4KN/㎡,S2≥8KN/㎡。本手册适用于地震区和非地震区农田排水与水利工程,参照工厂、企业室外排水工程章节执行。如果有本手册未涉及的特殊要求,设计单位必须单独提出。依据本手册进行HDPE双壁波纹管施工时,必须符合现行我国标准、行业标准和本地区相关标准、法规的相关规定。本手册参考CECS164:2004《埋地聚乙烯管道工程技术规范》。管材、胶圈、通则:管材、胶圈等材料规格必须符合设计要求,有质检部门出具的产品合格证书和产品性能说明,并注明产品规格和生产日期。套筒式接口密封圈采用耐油合成橡胶制成,按管道生产厂家规定供货。对管材和胶圈的质量要求:管材必须外观一致,内壁光滑,管体无裂纹,管口无破损、裂纹、变形等缺陷。
六盘水双壁波纹管公司
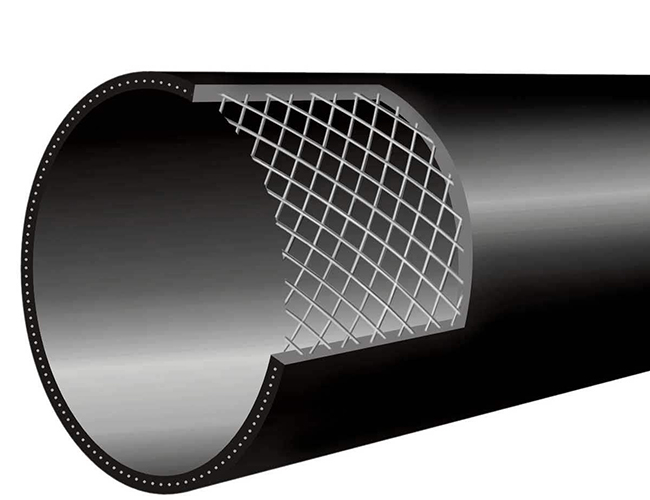
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。

六盘水双壁波纹管公司
管道基础:管道采用弧形基础。对于一般土质,应在管底下的原状土基础或回填填料基础上铺设一层厚度为100mm的中粗砂基层;当地基土质较差时,可采用厚度至少为200mm的砂砾石地基,也可分两层铺设。下层为粒度5~32的碎石,厚度为100~150毫米,上层为中粗砂,厚度不小于50毫米。对于软土地基,当地基承载力低于施工要求或因施工降水等原因,原土受到扰动影响地基承载力时,必须先对地基进行加固。并达到规定的承载能力后。管道设计时,在拱形基础支角范围内,腋窝旁必须采用中粗砂或砾石土进行回填压实。回填区不得小于支撑角2a加30°。管道基础套管处的凹槽应与管道铺设一起挖开,凹槽的长度、宽度和深度可根据管接头尺寸确定。接缝完成后应立即用中粗砂回填密度。因管道荷载、下伏土质变化等因素可能导致管道纵向不均匀铺设的路段,在铺设管道前应进行地基加固。

六盘水双壁波纹管公司
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。