汕头双壁波纹管批发
发布时间:2023-05-15 01:33:14
汕头双壁波纹管批发
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。

汕头双壁波纹管批发
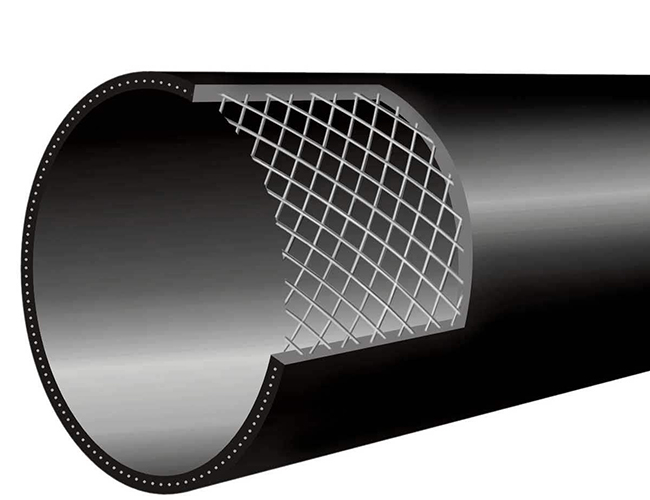
PE双壁波纹管概述,定义:所谓PE双壁波纹管是一种内壁光滑平整,外壁呈梯形或弧形,对管段进行优化设计,既节省原材料又不降低管子的环刚度波纹肋内外壁之间的管子,采用挤压成型工艺制成。由于其主要原料是聚乙烯(PE),故称为短PE双壁波纹管。PE双壁波纹管的优点:节省原材料,使用相同的原材料制作相同外径的管材时,波纹管比实壁管节省30%以上的原材料;重量轻,比重小于铸铁管和水泥管的50%;安装方便,施工快捷。与传统的水泥管相比,使用PE波纹管可以增加安装工序3倍以上。PE双壁波纹管采用柔性连接,密封性能好,生产成本低,综合经济性能优良。排水用HDPE双壁波纹管以聚乙烯树脂为主要原料,加入适量的助剂,挤出成型。是一种用于室外建筑排水和市政污水的新型管道。具有重量轻、排水阻力小、抗压强度高、耐腐蚀、施工方便等优点。是替代铸铁管和水泥混凝土管的理想材料。

汕头双壁波纹管批发
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。
汕头双壁波纹管批发
启动过程中的注意事项:启动挤出机前,确保各段温度正常。如发现异常,请等待挤出机完成后再启动挤出机,以免损坏螺杆等部件或喷出物料伤人;启动条件均可启动主机后,在主机刚启动时应将熔压控制在一定范围内,以免料温过高,喷料伤人;挤出时必须观察主机的流量和压力。如果流量和压力太大,应先检查。排除故障后启动机器,避免设备损坏;随时检查主机和变速箱的温度和噪音,如有异常,请及时通知设备人员确定是否停机;物体碰撞时,处理损伤时不要使用800目以下的砂纸;在成型机正常运行过程中,随时观察所有轴承及附件的完整性,如有损坏或异常,及时更换和处理;成型机的润滑系统应保证随时正常运转,否则应立即停机;成型机的运动轨道必须保持清洁;每次更换模块时必须清洁;每次更换模块时,应检查所有销钉和定位槽是否完好,如有偏差,处理后才能安装;模块的运输、安装和拆卸必须非常小心,严禁损坏部件;上下模组(卧式为左右模组)不能压得太紧,以免模组或成型机主体变形。电机过载;真空泵应定期清洗泵腔内的滤网和外壳,以免影响真空度或损坏电机。