贵州双壁波纹管公司
发布时间:2023-07-15 01:31:17
贵州双壁波纹管公司
管道安装:HDPE双壁波纹管施工:沙垫填好后,即可开始安装。双壁波纹管应安装出水口朝水流方向,出水口朝水流方向,从低点到高点。管道安装可以手动安装。安装时,工人将管道两端吊起,运至罐底施工人员处。对于罐体大于3m或管径大于400mm的管道,可用非金属电缆推动管道,使管道稳定地放置在管道上的凹槽中。严禁使用金属绳索钩住两端的喷嘴或将管道从凹槽边缘卷起扔入凹槽中。要调整管子的长度,可用手锯切割,但截面应垂直且平整。接口工作时,先将插座清洗干净,在上面套上橡胶圈,检查橡胶圈是否完好并涂上润滑油,将插座端中心对准插座中心轴,慢慢连接。严禁使用工程机械强行将管子插入承插口。管道施工过程中如管道损坏严重,需由专业人员进行检查,检查合格者可继续使用,如损坏不严重,可修复后再使用。
贵州双壁波纹管公司
管道与检查坑连接后,管端连接部分的内外壁应加防水层,以满足检查坑的一般防渗漏要求。当管道铺设在软凹凸不平的地面上时,可以使用过渡件来连接检查坑和管道。过渡部分由不少于2根短管的柔性接头组成,每根短管长600~800。过渡段总长根据地质条件确定,可在1500~2000mm。柔性接头可采用套筒式、套筒式等橡胶密封圈接头。过渡段与检查坑必须牢固连接。检查坑与上、下游管道连接部分管底挖空部分应在管道连接完成后立即填入砂石,并按土拱设计支角回填压实基础按《管道基础》的规定安排。填充:一般规定;管道铺设后应立即进行沟槽回填。气密性检查前,管道两侧及管顶以上的填充高度不应小于0.5米,但接头不稳定和外露除外;气密性检查合格后,其他部位应及时补齐。沟槽回填是从管道两侧、检查坑和其他构筑物同时对称进行,保证管道和构筑物不移动。如有必要,应采取临时边境措施防止浮动。管底至管顶以上0.7m范围内,应采用人工回填,严禁机械推土。对距管顶0.7m以上部位进行充填,可同时从管轴两侧进行充填、压实或轧制。在回填之前,让水从沟渠中排出。不允许回填污泥、有机土和冻土。回填物不应包含其他坚硬且有棱角的大型物体,例如石头和砖块。回填应分层对称进行,每层回填高度不应超过0.2m,以保证管道和检查坑不移动。
贵州双壁波纹管公司
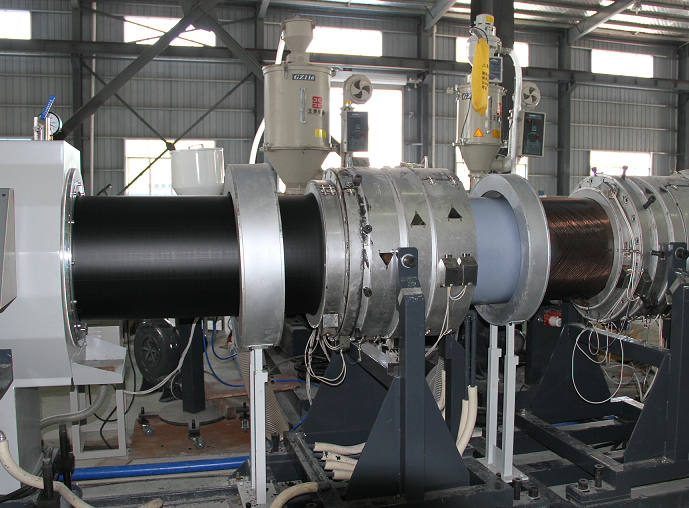
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。

贵州双壁波纹管公司
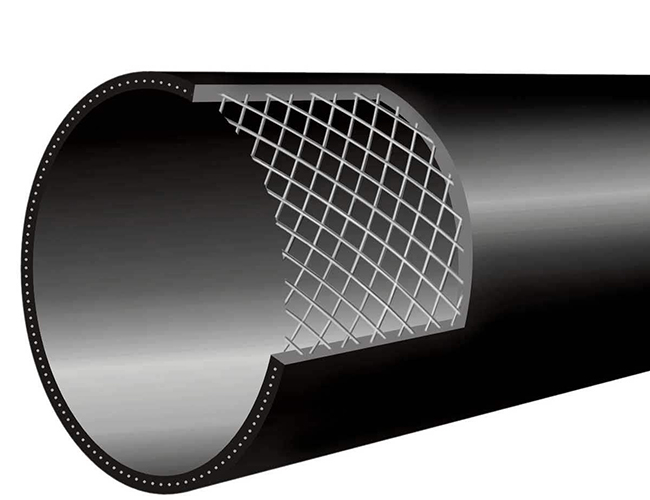
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。

贵州双壁波纹管公司
内壁破裂:外气压大,降低外气压;内模温度低,内芯模加热体和螺杆温度低,检查内加热体,提高油温和芯棒或机筒温度;内模温度高,水温高,降低内模温度和水温;如果漏气,更换气塞;如果成型机没有校准,重新校准同心度;若配方不合理或原辅材料不合格,应重新检查原辅材料,并在配比配方体系中调整内外润滑剂;外壁破损:成型机同心度未校正,重新校准;外模温度低,内模温度高,模具和模具温度升高;树脂粘度高,更换树脂;料筒温度低,料筒温度升高;全部无法成型:原材料和耗材的质量问题,主要控制树脂种类、复合稳定剂含量和CPE、ACR如果成型机的同心度没有校正,重新校准机头和成型机的同心度;如果缸温低,提高缸温;如果物料的水分含量高,检查原料的干燥系统或捏合;配方不合理,内外润滑剂过高,调整配方,减少内外润滑剂用量;变色崩解:模具损坏或未烘干清洗干净,清洗模具;浇注温度高,浇注温度低;材料的热稳定性或流动性差,增加了材料的热稳定性或流动性。

贵州双壁波纹管公司
分层回填:密闭水样合格后,必须立即进行回填,以免暴露时间过长或浸入水中。回填HDPE双壁波纹管时,必须使用中粗砂进行回填,回填间隔不应小于设计支撑角2α+30°(180°),回填密度应达到95以上%。每层回填厚度不宜超过0.2m,管边以上50cm范围内的沟渠回填及管顶可回填碎石屑、粒径小于40mm的砾石、高(中)钙粉煤灰(游离钙CaO含量超过12%)、中粗砂或沟渠。挖掘出优质土壤。从管底至管顶0.5m以内,沿管线及检查井两侧必须采用人工对称分层回填填塞。严禁机械推土。回填时,应对各压缩层的密度进行取样,检验合格后回填上层。回填时沟内不应有积水。粘土、有机物和冻土不得回填,回填物不得含有石块、砖块等有棱角的硬物。当采用钢板桩支撑沟渠时,只有在回填达到规定高度后才能将桩拔出。应间隔进行打桩,并随图填砂。必要时还可采取拔桩时注浆措施。