鹤山pe给水管供应商
发布时间:2023-09-26 01:29:41
鹤山pe给水管供应商
波纹管主要包括金属波纹管、波纹管膨胀节、波纹管换热管、膜片波纹管和金属软管。金属波纹管主要用于补偿管道的热变形、减震、吸收变形等,常用于石油化工、仪器仪表、航空航天、化工、电力、水泥、冶金等行业。由塑料等其他材料制成的波纹管在介质传输、电力穿线、机床和家用电器等领域发挥着不可替代的作用。波纹管:压力测量仪器中的压力测量弹性元件。它是一种圆柱形薄壁波纹壳,有多个横向波纹,波纹管具有弹性,可在压力、轴向力、横向力或弯矩的影响下发生位移。波纹管常用于仪器仪表中,其主要用途是作为压力测量仪器中的测量元件,将压力转换为位移或力。波纹管壁更薄,灵敏度更高,测量范围从几十Pa到几十MPa。此外,波纹管还可用作密封绝缘元件,以分隔两种介质或防止有害液体进入装置的测量部分。它也可以用作补偿元件,并利用其体积可变性来补偿仪器温度误差。有时也用作两部分的弹性联轴节等。波纹管按成分可分为金属波纹管和非金属波纹管;按结构可分为单层管和多层管。常用单层波纹管。多层波纹管强度高、耐久性好、载荷小,用于重要的测量。波纹管中的材料通常是青铜、黄铜、不锈钢、蒙乃尔合金和铬镍铁合金。

鹤山pe给水管供应商
管道的修复:管道铺设后,由于意外因素造成局部损坏,当损坏部分的长度或宽度不超过管道周长的1/12时,可采取修复措施。PE管的损坏可以用PE焊条和热缩胶带修复。当管道连接到检查井和管道连接到混凝土或砖块的检查井时,应使用刚性连接。管道铺设到位后,在砖砌检查井壁时,建议使用现浇混凝土封装插入井壁的管端。混凝土围护结构壁厚不小于100mm,强度等级不低于C20。不铺设管道时,建检查井时,应根据管道轴线的高度和管道的直径在井壁上开一个预留孔。预留孔的内径不应小于管子外径加100mm。连接时,用水泥砂浆填充插入管端与孔洞之间的空隙。水泥砂浆的配合比不得低于1:2,砂浆中必须掺入微膨胀剂。砖井墙体预留洞口应沿周边砌砖拱。现浇混凝土的包封应采用自胀式橡胶密封圈。在检查井壁与插入管端的连接处,浇注混凝土或填充粘土和砂浆时,管端的圆形截面不得扭曲变形。当管径较大时,施工时可在管端内部设置临时支撑。当使用出水口和出水口时,不宜插入出水口部分连接到下游出水口端的井壁上。如果没有排水管,可以剪掉套管。当使用专用管件连接检查井时,专用管件应由管道制造商提供。

鹤山pe给水管供应商
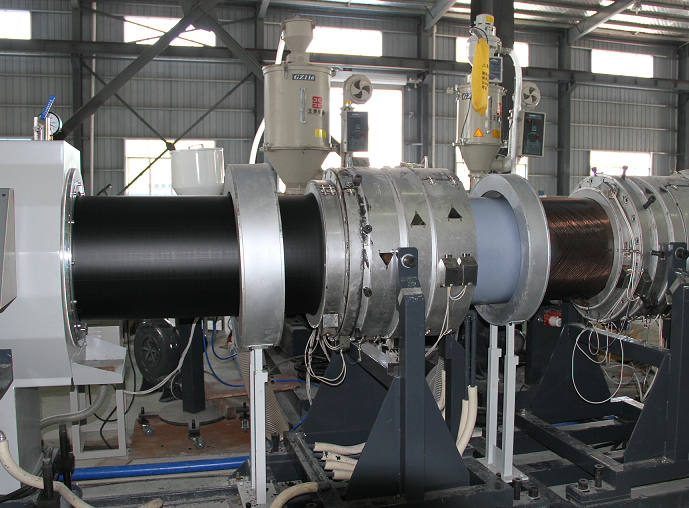
HDPE双壁波纹管是一种由高密度聚乙烯制成的新型轻质管材。HDPE双壁波纹管在环境中具有优良的化学稳定性、耐老化性和抗开裂性。曲率合适,摩擦系数小,流量大,抗外压能力强。主要用于工作压力在0.6MPa以下的大型给水、给水、排水、排污、废气、地铁通风、矿山通风、农田灌溉等。与PVC、PE等其他结构的管材相比,HDPE双壁波纹管施工成本低、使用寿命长、施工舒适可靠,在国内外经常使用并大量替代混凝土管和浇注料。管道。铁管。排水用HDPE双壁波纹管以聚乙烯树脂为主要原料,加入适量的助剂,挤出成型。是一种用于建筑物室外下水道和市政下水道的新型管材。具有重量轻、排水阻力小、抗压强度高、耐腐蚀、施工方便等优点。是替代铸铁管和水泥混凝土管的理想材料。
鹤山pe给水管供应商
内壁破裂:外气压大,降低外气压;内模温度低,内芯模加热体和螺杆温度低,检查内加热体,提高油温和芯棒或机筒温度;内模温度高,水温高,降低内模温度和水温;如果漏气,更换气塞;如果成型机没有校准,重新校准同心度;若配方不合理或原辅材料不合格,应重新检查原辅材料,并在配比配方体系中调整内外润滑剂;外壁破损:成型机同心度未校正,重新校准;外模温度低,内模温度高,模具和模具温度升高;树脂粘度高,更换树脂;料筒温度低,料筒温度升高;全部无法成型:原材料和耗材的质量问题,主要控制树脂种类、复合稳定剂含量和CPE、ACR如果成型机的同心度没有校正,重新校准机头和成型机的同心度;如果缸温低,提高缸温;如果物料的水分含量高,检查原料的干燥系统或捏合;配方不合理,内外润滑剂过高,调整配方,减少内外润滑剂用量;变色崩解:模具损坏或未烘干清洗干净,清洗模具;浇注温度高,浇注温度低;材料的热稳定性或流动性差,增加了材料的热稳定性或流动性。

鹤山pe给水管供应商
质量问题分析:管子外表面波纹形状不规则:合模时两个半开模的波纹模错位,两个半开模的运行速度两个半开模合模后需要重新调整以保证同步或调整的精度。结盟;两半模孔传动链磨损严重,同步运转时有误差累积,导致车削一段时间后两半模孔错位。传动链条需要维修更换;挤出机螺杆工作速度不稳定,使挤出熔体量不一致,成型管坯形状误差较大。丝杆传动系统错误必须修理;压缩空气的压力不稳定,造成充气波形有较大的形状误差。应调整稳定的供气压力;用于形成管形的熔体温度太高,难以形成熔体。熔体温度必须适当降低;管材表面无光泽:熔体温度低,原料塑化不彻底,应适当提高机筒和模具的工艺温度;冷却水温度高,应降低冷却水温度;管坯设置直段长度不足,定径压力小,应提高模具结构尺寸。