黔西南州双壁波纹管公司
发布时间:2023-10-12 01:29:05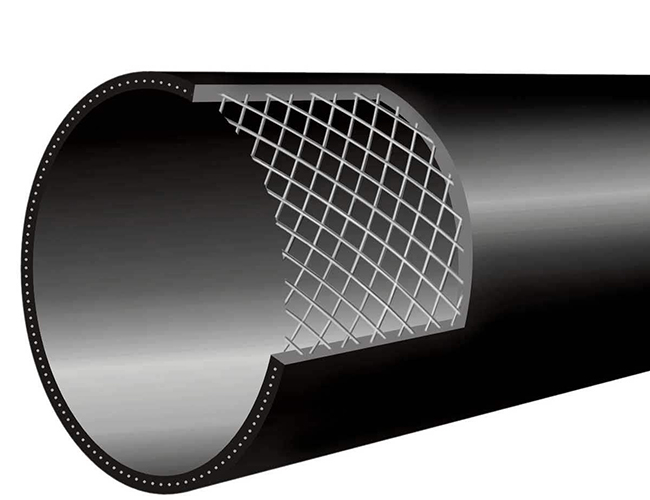
黔西南州双壁波纹管公司
PE双壁波纹管概述,定义:所谓PE双壁波纹管是一种内壁光滑平整,外壁呈梯形或弧形,对管段进行优化设计,既节省原材料又不降低管子的环刚度波纹肋内外壁之间的管子,采用挤压成型工艺制成。由于其主要原料是聚乙烯(PE),故称为短PE双壁波纹管。PE双壁波纹管的优点:节省原材料,使用相同的原材料制作相同外径的管材时,波纹管比实壁管节省30%以上的原材料;重量轻,比重小于铸铁管和水泥管的50%;安装方便,施工快捷。与传统的水泥管相比,使用PE波纹管可以增加安装工序3倍以上。PE双壁波纹管采用柔性连接,密封性能好,生产成本低,综合经济性能优良。排水用HDPE双壁波纹管以聚乙烯树脂为主要原料,加入适量的助剂,挤出成型。是一种用于室外建筑排水和市政污水的新型管道。具有重量轻、排水阻力小、抗压强度高、耐腐蚀、施工方便等优点。是替代铸铁管和水泥混凝土管的理想材料。

黔西南州双壁波纹管公司
管道与检查坑连接后,管端连接部分的内外壁应加防水层,以满足检查坑的一般防渗漏要求。当管道铺设在软凹凸不平的地面上时,可以使用过渡件来连接检查坑和管道。过渡部分由不少于2根短管的柔性接头组成,每根短管长600~800。过渡段总长根据地质条件确定,可在1500~2000mm。柔性接头可采用套筒式、套筒式等橡胶密封圈接头。过渡段与检查坑必须牢固连接。检查坑与上、下游管道连接部分管底挖空部分应在管道连接完成后立即填入砂石,并按土拱设计支角回填压实基础按《管道基础》的规定安排。填充:一般规定;管道铺设后应立即进行沟槽回填。气密性检查前,管道两侧及管顶以上的填充高度不应小于0.5米,但接头不稳定和外露除外;气密性检查合格后,其他部位应及时补齐。沟槽回填是从管道两侧、检查坑和其他构筑物同时对称进行,保证管道和构筑物不移动。如有必要,应采取临时边境措施防止浮动。管底至管顶以上0.7m范围内,应采用人工回填,严禁机械推土。对距管顶0.7m以上部位进行充填,可同时从管轴两侧进行充填、压实或轧制。在回填之前,让水从沟渠中排出。不允许回填污泥、有机土和冻土。回填物不应包含其他坚硬且有棱角的大型物体,例如石头和砖块。回填应分层对称进行,每层回填高度不应超过0.2m,以保证管道和检查坑不移动。

黔西南州双壁波纹管公司
双壁管是一种外壁圆形、内壁光滑的新型管材,双壁波纹管具有抗外压能力强、工程造价低、使用寿命长等特点主要用于大型输水、产水、排水、排污、排风、地铁通风、矿井通风、矿井通风。灌溉农田等。管道存放:管道直接放置在地面上时,地面应平整,不得有石块和尖锐物对管道造成损坏,应采取措施防止管道滚动。管道桩高不超过2米,管道两侧应用木楔或木板堵住。堆放时要注意下层管道的承载力,变形量不得超过5%。堆放时管套、套管应等间隔排列,捆扎严实。HDPE管材的高使用温度约为45℃,夏季高温季节,应避免暴晒,管材间应保持空气流通,防止温度升高。在管道储存过程中,必须严格遵守防火措施,严禁管道附近长期存在明火。橡胶垫圈应存放在通风良好的库房内,堆放整齐,不得扭曲损坏。

黔西南州双壁波纹管公司
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。

黔西南州双壁波纹管公司
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。