阳江双壁波纹管厂家
发布时间:2024-03-22 01:18:04
阳江双壁波纹管厂家
沟槽:沟槽的宽度可根据各地区的具体情况,根据管径、埋深、施工工艺等确定。当管子直径不超过450mm时,管子每边的宽度不应小于300mm;当管径大于450mm时,管子每边的净宽不应小于500mm。沟渠类型应根据建筑环境、坑深、地下水位、地面条件、建筑材料和环境影响进行设计。地下室的钻孔必须小心维护,不要破坏建筑物的原始来源。基长0.2~0.3m的不理想地面应人工清理大的厚度后再铺设管道。如进行钻孔或钻孔,可随时更换10~15mm的天然砂或大的粒度不超过40mm,并进行调整压实。如果凹槽底部有尖锐坚硬的物体,必须将其清除并用沙子和砾石代替。坑底不浸水,如果使用人工雾化,等到地下水位低于地面后,方可进行挖掘工作。施工过程中的测量主要是确定罐底的高度。机械开挖后,随开挖进行后续测量,杜绝超挖现象,保证高度。罐底高度符合设计要求问题及时解决,使管底高度控制在允许偏差范围内。测量工作开始前,必须每天进行相邻液位控制测量。管道中心由中心线控制桩确定,边线由控制桩在管道基础上打孔,确定管道敷设位置。

阳江双壁波纹管厂家
管道辅助井(检查井)检查井:每个排污单元设置1个检查井,每排污单元间隔超过40m必须增加1个检查井,并使用2个流道检查井旋转沉淀管检查井。所有管道穿越均使用粘土检查井。在承重主干道开挖一口砖检查井,内径100厘米,闭口70厘米,砖砌粘土检查井下方50厘米,砌筑C20混凝土垫层,小标准砖。井盖为承重Φ800mm的预制井盖。非承重公路和支线管道使用HDPE检查井。检查井用HDPE中空缠绕管连接人孔盖。在井眼周围使用小型标准砖块来建造到地面。DN300、DN400双壁波纹管采用DN630系列HDPE检测井,DN200双壁波纹管采用DN450系列HDPE检测井。检查井和井底的安装应保持水平。路口井盖与路面齐平,绿化带井盖高出地面15~20mm。闭水试验:闭水试验:管道施工完成后,必须及时分段进行闭水试验。

阳江双壁波纹管厂家
波纹管主要包括金属波纹管、波纹管膨胀节、波纹管换热管、膜片波纹管和金属软管。金属波纹管主要用于补偿管道的热变形、减震、吸收变形等,常用于石油化工、仪器仪表、航空航天、化工、电力、水泥、冶金等行业。由塑料等其他材料制成的波纹管在介质传输、电力穿线、机床和家用电器等领域发挥着不可替代的作用。波纹管:压力测量仪器中的压力测量弹性元件。它是一种圆柱形薄壁波纹壳,有多个横向波纹,波纹管具有弹性,可在压力、轴向力、横向力或弯矩的影响下发生位移。波纹管常用于仪器仪表中,其主要用途是作为压力测量仪器中的测量元件,将压力转换为位移或力。波纹管壁更薄,灵敏度更高,测量范围从几十Pa到几十MPa。此外,波纹管还可用作密封绝缘元件,以分隔两种介质或防止有害液体进入装置的测量部分。它也可以用作补偿元件,并利用其体积可变性来补偿仪器温度误差。有时也用作两部分的弹性联轴节等。波纹管按成分可分为金属波纹管和非金属波纹管;按结构可分为单层管和多层管。常用单层波纹管。多层波纹管强度高、耐久性好、载荷小,用于重要的测量。波纹管中的材料通常是青铜、黄铜、不锈钢、蒙乃尔合金和铬镍铁合金。

阳江双壁波纹管厂家
通用规范规则:为使HDPE波纹管在管道施工过程中安全可靠,保证工程质量,特编制本手册。本手册适用于管径约为225~1200mm的高密度聚乙烯(HDPE)双壁波纹管。管环刚度为S1≥4KN/㎡,S2≥8KN/㎡。本手册适用于地震区和非地震区农田排水与水利工程,参照工厂、企业室外排水工程章节执行。如果有本手册未涉及的特殊要求,设计单位必须单独提出。依据本手册进行HDPE双壁波纹管施工时,必须符合现行我国标准、行业标准和本地区相关标准、法规的相关规定。本手册参考CECS164:2004《埋地聚乙烯管道工程技术规范》。管材、胶圈、通则:管材、胶圈等材料规格必须符合设计要求,有质检部门出具的产品合格证书和产品性能说明,并注明产品规格和生产日期。套筒式接口密封圈采用耐油合成橡胶制成,按管道生产厂家规定供货。对管材和胶圈的质量要求:管材必须外观一致,内壁光滑,管体无裂纹,管口无破损、裂纹、变形等缺陷。

阳江双壁波纹管厂家
管道与检查坑连接后,管端连接部分的内外壁应加防水层,以满足检查坑的一般防渗漏要求。当管道铺设在软凹凸不平的地面上时,可以使用过渡件来连接检查坑和管道。过渡部分由不少于2根短管的柔性接头组成,每根短管长600~800。过渡段总长根据地质条件确定,可在1500~2000mm。柔性接头可采用套筒式、套筒式等橡胶密封圈接头。过渡段与检查坑必须牢固连接。检查坑与上、下游管道连接部分管底挖空部分应在管道连接完成后立即填入砂石,并按土拱设计支角回填压实基础按《管道基础》的规定安排。填充:一般规定;管道铺设后应立即进行沟槽回填。气密性检查前,管道两侧及管顶以上的填充高度不应小于0.5米,但接头不稳定和外露除外;气密性检查合格后,其他部位应及时补齐。沟槽回填是从管道两侧、检查坑和其他构筑物同时对称进行,保证管道和构筑物不移动。如有必要,应采取临时边境措施防止浮动。管底至管顶以上0.7m范围内,应采用人工回填,严禁机械推土。对距管顶0.7m以上部位进行充填,可同时从管轴两侧进行充填、压实或轧制。在回填之前,让水从沟渠中排出。不允许回填污泥、有机土和冻土。回填物不应包含其他坚硬且有棱角的大型物体,例如石头和砖块。回填应分层对称进行,每层回填高度不应超过0.2m,以保证管道和检查坑不移动。
阳江双壁波纹管厂家
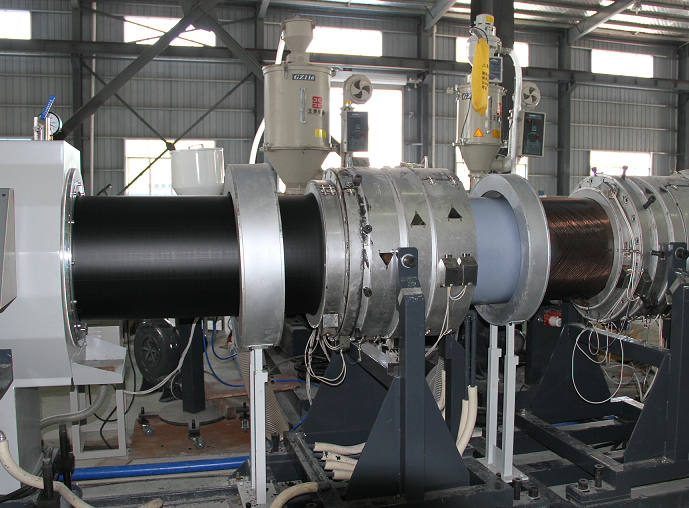
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。