河源双壁波纹管供应商
发布时间:2022-05-04 01:43:50
河源双壁波纹管供应商
分层回填:密闭水样合格后,必须立即进行回填,以免暴露时间过长或浸入水中。回填HDPE双壁波纹管时,必须使用中粗砂进行回填,回填间隔不应小于设计支撑角2α+30°(180°),回填密度应达到95以上%。每层回填厚度不宜超过0.2m,管边以上50cm范围内的沟渠回填及管顶可回填碎石屑、粒径小于40mm的砾石、高(中)钙粉煤灰(游离钙CaO含量超过12%)、中粗砂或沟渠。挖掘出优质土壤。从管底至管顶0.5m以内,沿管线及检查井两侧必须采用人工对称分层回填填塞。严禁机械推土。回填时,应对各压缩层的密度进行取样,检验合格后回填上层。回填时沟内不应有积水。粘土、有机物和冻土不得回填,回填物不得含有石块、砖块等有棱角的硬物。当采用钢板桩支撑沟渠时,只有在回填达到规定高度后才能将桩拔出。应间隔进行打桩,并随图填砂。必要时还可采取拔桩时注浆措施。
河源双壁波纹管供应商
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。

河源双壁波纹管供应商
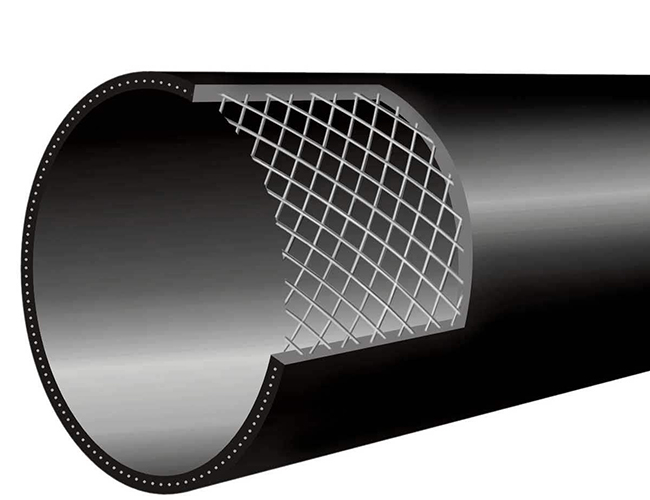
波纹管主要包括金属波纹管、波纹管膨胀节、波纹管换热管、膜片波纹管和金属软管。金属波纹管主要用于补偿管道的热变形、减震、吸收变形等,常用于石油化工、仪器仪表、航空航天、化工、电力、水泥、冶金等行业。由塑料等其他材料制成的波纹管在介质传输、电力穿线、机床和家用电器等领域发挥着不可替代的作用。波纹管:压力测量仪器中的压力测量弹性元件。它是一种圆柱形薄壁波纹壳,有多个横向波纹,波纹管具有弹性,可在压力、轴向力、横向力或弯矩的影响下发生位移。波纹管常用于仪器仪表中,其主要用途是作为压力测量仪器中的测量元件,将压力转换为位移或力。波纹管壁更薄,灵敏度更高,测量范围从几十Pa到几十MPa。此外,波纹管还可用作密封绝缘元件,以分隔两种介质或防止有害液体进入装置的测量部分。它也可以用作补偿元件,并利用其体积可变性来补偿仪器温度误差。有时也用作两部分的弹性联轴节等。波纹管按成分可分为金属波纹管和非金属波纹管;按结构可分为单层管和多层管。常用单层波纹管。多层波纹管强度高、耐久性好、载荷小,用于重要的测量。波纹管中的材料通常是青铜、黄铜、不锈钢、蒙乃尔合金和铬镍铁合金。

河源双壁波纹管供应商
沟槽:沟槽的宽度可根据各地区的具体情况,根据管径、埋深、施工工艺等确定。当管子直径不超过450mm时,管子每边的宽度不应小于300mm;当管径大于450mm时,管子每边的净宽不应小于500mm。沟渠类型应根据建筑环境、坑深、地下水位、地面条件、建筑材料和环境影响进行设计。地下室的钻孔必须小心维护,不要破坏建筑物的原始来源。基长0.2~0.3m的不理想地面应人工清理大的厚度后再铺设管道。如进行钻孔或钻孔,可随时更换10~15mm的天然砂或大的粒度不超过40mm,并进行调整压实。如果凹槽底部有尖锐坚硬的物体,必须将其清除并用沙子和砾石代替。坑底不浸水,如果使用人工雾化,等到地下水位低于地面后,方可进行挖掘工作。施工过程中的测量主要是确定罐底的高度。机械开挖后,随开挖进行后续测量,杜绝超挖现象,保证高度。罐底高度符合设计要求问题及时解决,使管底高度控制在允许偏差范围内。测量工作开始前,必须每天进行相邻液位控制测量。管道中心由中心线控制桩确定,边线由控制桩在管道基础上打孔,确定管道敷设位置。

河源双壁波纹管供应商
安装方法:1、本产品安装使用时,应先检查管材质量,如产品不符合质量标准,不得使用。2、在装卸、搬运、安装过程中,应小心提起和放置产品,严禁野蛮操作,严禁在地面上直接拖拽、刮擦。3、管道安装时,根据管槽深度的具体情况,可手动将管子吊入槽内或使用非金属电缆桥架进入槽内,但必须放在挖出的管槽符合相关要求的介质;正常情况下,套筒方向应与水流方向一致,按从低到高的顺序安装。4、安装管道时,相邻两根管道的轴线必须在一条直线上,且偏移角必须小于2°。5、在连接套筒前,先检查橡胶密封圈的规格,确保与产品一致,完好无损,有弹性。密封圈的安装位置应在套筒与套筒的第二、第三波纹之间的凹槽内。放置数量应根据相关设计要求确定。如果装两个密封圈,希望两个密封圈之间会有波纹6、安装承插口时,应先将承插口内外工作面清洗干净,不得有泥沙杂质等,然后在承插口内表面涂抹润滑剂,然后立即清洗袖子干净。中心轴与承插口的中心轴对齐,此时可以在管子的另一端放置一块木板或硬塑料板。用撬棒将安装好的管子沿轴向慢慢插入承插口,使其突出到承插口底部。7、调整管材长度,一般采用手锯切割,但管材端部应与中心线垂直且平整,不得有缺陷。

河源双壁波纹管供应商
启动过程中的注意事项:启动挤出机前,确保各段温度正常。如发现异常,请等待挤出机完成后再启动挤出机,以免损坏螺杆等部件或喷出物料伤人;启动条件均可启动主机后,在主机刚启动时应将熔压控制在一定范围内,以免料温过高,喷料伤人;挤出时必须观察主机的流量和压力。如果流量和压力太大,应先检查。排除故障后启动机器,避免设备损坏;随时检查主机和变速箱的温度和噪音,如有异常,请及时通知设备人员确定是否停机;物体碰撞时,处理损伤时不要使用800目以下的砂纸;在成型机正常运行过程中,随时观察所有轴承及附件的完整性,如有损坏或异常,及时更换和处理;成型机的润滑系统应保证随时正常运转,否则应立即停机;成型机的运动轨道必须保持清洁;每次更换模块时必须清洁;每次更换模块时,应检查所有销钉和定位槽是否完好,如有偏差,处理后才能安装;模块的运输、安装和拆卸必须非常小心,严禁损坏部件;上下模组(卧式为左右模组)不能压得太紧,以免模组或成型机主体变形。电机过载;真空泵应定期清洗泵腔内的滤网和外壳,以免影响真空度或损坏电机。