三亚双壁波纹管批发
发布时间:2022-05-19 01:43:49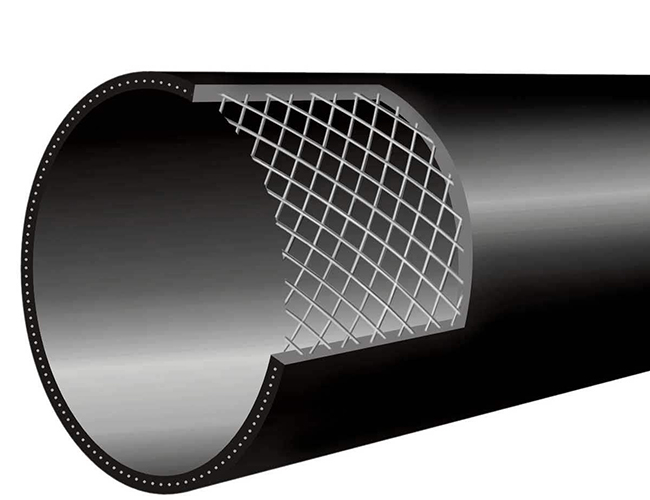
三亚双壁波纹管批发
管材脆性:管材成型原料配方中碳酸钙添加比例过高或润滑剂添加比例不合理,需改进配方。原料中适当加入一些丙烯酸树脂加工助剂,提高熔胶速度;原料中水分或杂质超标,应烘干或更换原料;模具管坯模具内压力不足,使管壁成型质量差,应改进模具结构;成型管的熔体温度控制不稳定,熔体温度高低都容易使管成型后变脆,注意塑化熔体的温度不要太突然的高或低的区别是太大了。双壁波纹管内外壁粘合力差:模具内熔料温度低,应适当提高模具温度;原料中润滑剂的比例过大,应适当减少润滑剂的添加量;很快,两层材料没有焊好,注意放慢管子的冷却速度。管内壁有纵向划痕:成型管内壁心轴有划痕或有残留物附着在工作面上。应将划痕或工作台面上的残留材料修整。必须卸下心轴,有润滑剂粘在冷却表面上。在定位套上,必须及时调整原料配方中添加的润滑剂量,并清除冷却定位套上的残留材料。管道内壁有裂纹或波纹:形成管道内壁的气压过高或形成外层的气压不足,导致管壁出现裂纹或波纹。形成管壁的气压应适当调整;模具内压缩比过小,导致出料锥支撑肋处熔料熔体强度低,容易产生开裂。应适当增加模具结构与熔体的压缩比。

三亚双壁波纹管批发
HDPE管材使用寿命长,约50年以上,而PE管材的安全使用寿命达50年以上,不仅得到标准和新标准的验证,也得到了先进我国的验证。水泥管的理论使用寿命为20年,但属于硅酸盐,长期受酸碱腐蚀,使用寿命大大降低。各地都有水泥管因污水渗漏而不得不在几年内更换,导致地面下沉、接缝断裂的例子。HDPE管内表面光滑,无正负极电芯,水泥管易剥皮不结垢,剥皮后管径减小,影响流量。HDPE重量轻,便于运输和安装,而无损水泥管较重,运输和安装不方便,在运输和安装过程中容易丢失。当管道的流量、坡度和埋深相同时,HDPE可能比水泥管少一两。HDPE内表面粗糙度系数为0.009,水泥管内表面粗糙度系数为0.014。对于流量计算,HDPE管可以比水泥管小两个模型,但在实际应用中,建议一个模型更小。例如,600口径的水泥管可以用500口径的HDPE代替。HDPE双壁波纹管是一种外壁环形、内壁光滑的新型管材。它于1988年代初在德国研制成功。经过十多年的发展和完善,已从单一品种发展到完整的产品线,生产技术和应用技术非常成熟。由于其优异的性能和相对的经济成本,在欧美等发达地区得到了大力推广和应用。目前,我国HDPE双壁波纹管的推广应用呈上升趋势,各项技术指标均达到使用标准。
三亚双壁波纹管批发
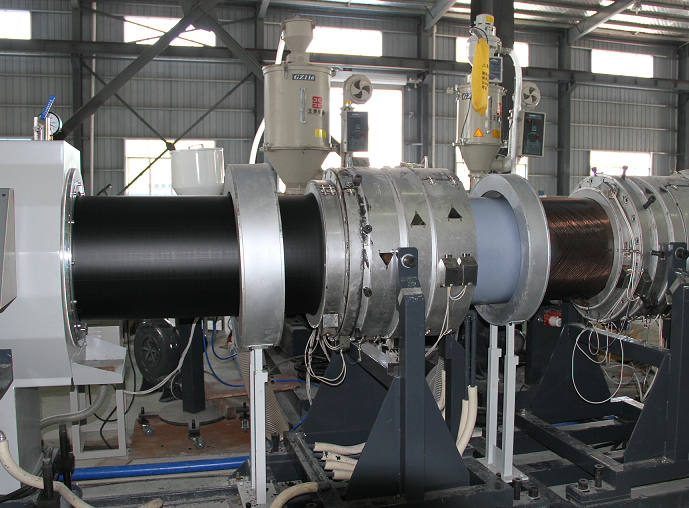
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。

三亚双壁波纹管批发
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。