白沙钢丝网骨架复合管供应商
发布时间:2022-05-25 01:43:13
白沙钢丝网骨架复合管供应商
通用规范规则:为使HDPE波纹管在管道施工过程中安全可靠,保证工程质量,特编制本手册。本手册适用于管径约为225~1200mm的高密度聚乙烯(HDPE)双壁波纹管。管环刚度为S1≥4KN/㎡,S2≥8KN/㎡。本手册适用于地震区和非地震区农田排水与水利工程,参照工厂、企业室外排水工程章节执行。如果有本手册未涉及的特殊要求,设计单位必须单独提出。依据本手册进行HDPE双壁波纹管施工时,必须符合现行我国标准、行业标准和本地区相关标准、法规的相关规定。本手册参考CECS164:2004《埋地聚乙烯管道工程技术规范》。管材、胶圈、通则:管材、胶圈等材料规格必须符合设计要求,有质检部门出具的产品合格证书和产品性能说明,并注明产品规格和生产日期。套筒式接口密封圈采用耐油合成橡胶制成,按管道生产厂家规定供货。对管材和胶圈的质量要求:管材必须外观一致,内壁光滑,管体无裂纹,管口无破损、裂纹、变形等缺陷。

白沙钢丝网骨架复合管供应商
HDPE管材使用寿命长,约50年以上,而PE管材的安全使用寿命达50年以上,不仅得到标准和新标准的验证,也得到了先进我国的验证。水泥管的理论使用寿命为20年,但属于硅酸盐,长期受酸碱腐蚀,使用寿命大大降低。各地都有水泥管因污水渗漏而不得不在几年内更换,导致地面下沉、接缝断裂的例子。HDPE管内表面光滑,无正负极电芯,水泥管易剥皮不结垢,剥皮后管径减小,影响流量。HDPE重量轻,便于运输和安装,而无损水泥管较重,运输和安装不方便,在运输和安装过程中容易丢失。当管道的流量、坡度和埋深相同时,HDPE可能比水泥管少一两。HDPE内表面粗糙度系数为0.009,水泥管内表面粗糙度系数为0.014。对于流量计算,HDPE管可以比水泥管小两个模型,但在实际应用中,建议一个模型更小。例如,600口径的水泥管可以用500口径的HDPE代替。HDPE双壁波纹管是一种外壁环形、内壁光滑的新型管材。它于1988年代初在德国研制成功。经过十多年的发展和完善,已从单一品种发展到完整的产品线,生产技术和应用技术非常成熟。由于其优异的性能和相对的经济成本,在欧美等发达地区得到了大力推广和应用。目前,我国HDPE双壁波纹管的推广应用呈上升趋势,各项技术指标均达到使用标准。

白沙钢丝网骨架复合管供应商
管道辅助井(检查井)检查井:每个排污单元设置1个检查井,每排污单元间隔超过40m必须增加1个检查井,并使用2个流道检查井旋转沉淀管检查井。所有管道穿越均使用粘土检查井。在承重主干道开挖一口砖检查井,内径100厘米,闭口70厘米,砖砌粘土检查井下方50厘米,砌筑C20混凝土垫层,小标准砖。井盖为承重Φ800mm的预制井盖。非承重公路和支线管道使用HDPE检查井。检查井用HDPE中空缠绕管连接人孔盖。在井眼周围使用小型标准砖块来建造到地面。DN300、DN400双壁波纹管采用DN630系列HDPE检测井,DN200双壁波纹管采用DN450系列HDPE检测井。检查井和井底的安装应保持水平。路口井盖与路面齐平,绿化带井盖高出地面15~20mm。闭水试验:闭水试验:管道施工完成后,必须及时分段进行闭水试验。

白沙钢丝网骨架复合管供应商
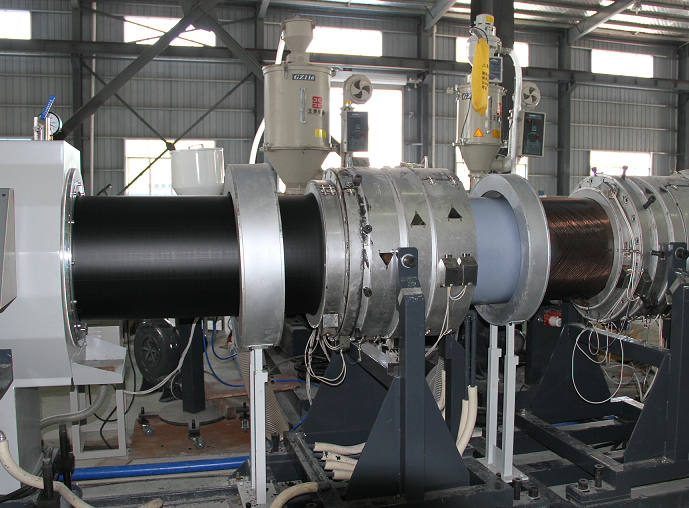
成型原理:成型机:波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也不同,与其他的成型设备不同。按模块安装方式可分为立式和卧式(卧式)两种。立式成型装置可以上下打开和关闭模块,占地面积小,结构紧凑,但更换模块困难,特别是大直径的模块。更换模块;卧式(也称卧式)浇注装置可以水平开合模块(通常只有大口径浇注设备),覆盖面积更大,但更换模块比立式更方便。此外,模块内设计了冷却水循环管道,以水作为冷却介质,显着提高了生产速度。按设定方式可分为气压设定和真空设定两种。目前有的厂家采用气压调节方式的设备,即压缩空气通过机头模具型芯支架上的筋条和附在型芯上的螺塞到达外管坯内腔。使管坯与模块紧密连接。该设备生产的产品可以有任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度的厚度误差,减少浪费。但压缩空气的波动使管子的波峰不一致,产品的外观难以控制。成型模块:波纹管的成型形状主要是决定管材基本结构和尺寸的模块。随着成型方式的不同和模块运动路径的不同,模块的结构也不同。目前大部分生产线采用模块式抽真空将毛坯吸附在模具内表面,模块上必须有抽真空通道。成型模块的结构直接决定了管材的环刚度。
白沙钢丝网骨架复合管供应商
生产操作规范:上料:用真空上料机将物料加入漏斗中,启动烘干机对物料进行烘干,烘干温度视具体情况而定,但不应超过80度。打开挤出机减速箱内的冷却水,将出水口的球阀调到合适的大小,使润滑油冷却。检查无误,确认达到加热保温时间后,再次拧紧联结螺钉。(拧紧螺丝时,头部的加热器必须关闭,操作人员必须戴手套和其他防护装备)。启动挤出机上的驱动电机,使螺杆低速运转(<20r/min),轻轻打开料仓插件,缓慢进料。在等待机头清空的同时,调整螺杆的温度和速度以及间隙量的大小。生产过程中,随时观察挤出机的原料供应情况,谨防断料。当机头喷嘴口开始排空时,应仔细观察,若管坯壁厚不均,应调整使管坯内外层挤出均匀。安装定径套,连接管道并检查是否泄漏。从模具部分拆下18-22区的加热器。按下成型机上的“前进”按钮,使成型机到达预定位置,注意模块与设置套件之间的间隙,如有干扰,请调整。成型机调整到位后,启动真空泵,开启前一级真空。启动成型机运行模块。开始正常通胀,快速通胀。启动1#挤出机,一定时间后停止快速充气,待外壁形成,一级真空形成压力后,启动2#挤出机,内层抽真空。管材正常生产后,开始各部分的冷却。一定要随时观察每个压力计的压力、温度和速度的变化,并做好相应的记录。