四会pe给水管厂家
发布时间:2022-08-18 01:42:10
四会pe给水管厂家
管道辅助井(检查井)检查井:每个排污单元设置1个检查井,每排污单元间隔超过40m必须增加1个检查井,并使用2个流道检查井旋转沉淀管检查井。所有管道穿越均使用粘土检查井。在承重主干道开挖一口砖检查井,内径100厘米,闭口70厘米,砖砌粘土检查井下方50厘米,砌筑C20混凝土垫层,小标准砖。井盖为承重Φ800mm的预制井盖。非承重公路和支线管道使用HDPE检查井。检查井用HDPE中空缠绕管连接人孔盖。在井眼周围使用小型标准砖块来建造到地面。DN300、DN400双壁波纹管采用DN630系列HDPE检测井,DN200双壁波纹管采用DN450系列HDPE检测井。检查井和井底的安装应保持水平。路口井盖与路面齐平,绿化带井盖高出地面15~20mm。闭水试验:闭水试验:管道施工完成后,必须及时分段进行闭水试验。
四会pe给水管厂家
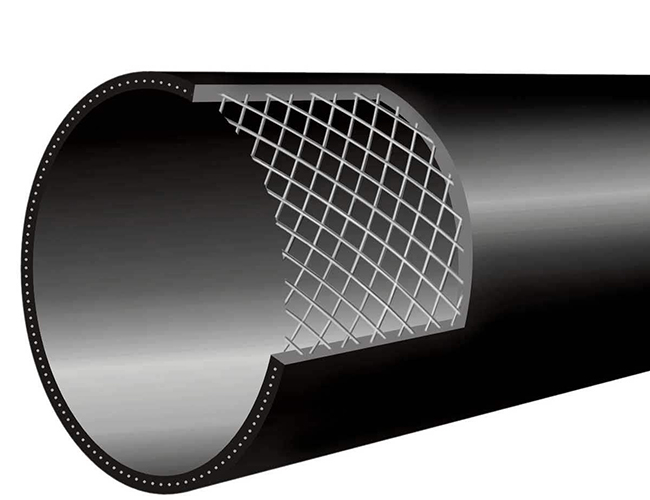
PE双壁波纹管原料:原料组成:PE双壁波纹管的原料一般由聚乙烯、改良功能母粒和颜料组成。如果原料是湿的,为了提高生产效率,可以添加合适的消泡剂。对原材料性能的要求:如何生产出低成本、高质量的波纹管,很大程度上取决于原材料的选择和配方的匹配。聚乙烯(PE)性能的一般要求是熔体流动速率(MFR)、氧化诱导时间(OIT)和密度。熔体流动速率的大小反映了分子量的大小。一般来说,具有较高熔体流动速率的材料有利于机械加工和成型,可以提高生产效率。但不宜过大,对环刚度影响很大,在0.8-1.5g/10min(190℃,5kg)之间选择为宜。氧化诱导时间决定了氧化损伤的时间。对于要求使用50年的波纹管,控制原材料的氧化诱导时间是保证50年使用寿命的关键GB/T19472.1-2004明确规定波纹管原料的氧化诱导时间应≥20min(200℃)。对于中高密度聚乙烯,可以通过改变密度来调整其性能。因为我们知道密度相对较低的聚乙烯可以延长其脆断时间。

四会pe给水管厂家
检验计划:施工前,检验组长应检查材料的质量和强度,检查坡口的填塞情况;施工时检查管道的方向、高度和坡度;包装测试。物料搬运:物料检验。管道元件在使用前必须检查型号和外观,不合格的不得使用,必须对质量证明文件进行审查和物理检查,方可对管道进行验收和使用。测量铺设:根据施工图进行管道铺设铺设,测量无误后开挖沟渠。管沟开挖后,应测量管沟高度,确认无误后方可进行管道基础。进管前,检查并测量安装管道的坐标、高度和坡度,确认无误后再安装。管沟开挖及措施:在开挖土方工程时,首先要了解开挖区的地下情况。地下有电缆、管道等不明物体时,严禁机械开挖。管沟开挖根据现场土壤条件,两侧坡度为1:1。土方开挖必须符合设计条件,并遵循“槽支、先支后挖、分层开挖、严禁开挖”的规定。当机械开挖接近底部设计高度200mm时,应采用人工开挖达到设计高度,严禁开挖。如果局部发生开挖或扰动,应更换10-15毫米的自然级配砂石或5-40毫米的砾石,平整并填充。管道基础必须严格按照设计要求进行施工,所有管道安装前,必须在沟底预留操作坑。管沟竖井深度大于4m时,管沟两侧必须设置钢板支架,并对地下水位及周边环境进行必要的检测和保护。

四会pe给水管厂家
内壁破裂:外气压大,降低外气压;内模温度低,内芯模加热体和螺杆温度低,检查内加热体,提高油温和芯棒或机筒温度;内模温度高,水温高,降低内模温度和水温;如果漏气,更换气塞;如果成型机没有校准,重新校准同心度;若配方不合理或原辅材料不合格,应重新检查原辅材料,并在配比配方体系中调整内外润滑剂;外壁破损:成型机同心度未校正,重新校准;外模温度低,内模温度高,模具和模具温度升高;树脂粘度高,更换树脂;料筒温度低,料筒温度升高;全部无法成型:原材料和耗材的质量问题,主要控制树脂种类、复合稳定剂含量和CPE、ACR如果成型机的同心度没有校正,重新校准机头和成型机的同心度;如果缸温低,提高缸温;如果物料的水分含量高,检查原料的干燥系统或捏合;配方不合理,内外润滑剂过高,调整配方,减少内外润滑剂用量;变色崩解:模具损坏或未烘干清洗干净,清洗模具;浇注温度高,浇注温度低;材料的热稳定性或流动性差,增加了材料的热稳定性或流动性。

四会pe给水管厂家
质量问题分析:管子外表面波纹形状不规则:合模时两个半开模的波纹模错位,两个半开模的运行速度两个半开模合模后需要重新调整以保证同步或调整的精度。结盟;两半模孔传动链磨损严重,同步运转时有误差累积,导致车削一段时间后两半模孔错位。传动链条需要维修更换;挤出机螺杆工作速度不稳定,使挤出熔体量不一致,成型管坯形状误差较大。丝杆传动系统错误必须修理;压缩空气的压力不稳定,造成充气波形有较大的形状误差。应调整稳定的供气压力;用于形成管形的熔体温度太高,难以形成熔体。熔体温度必须适当降低;管材表面无光泽:熔体温度低,原料塑化不彻底,应适当提高机筒和模具的工艺温度;冷却水温度高,应降低冷却水温度;管坯设置直段长度不足,定径压力小,应提高模具结构尺寸。