东方pe给水管厂家
发布时间:2022-09-11 01:41:40
东方pe给水管厂家
分层回填:密闭水样合格后,必须立即进行回填,以免暴露时间过长或浸入水中。回填HDPE双壁波纹管时,必须使用中粗砂进行回填,回填间隔不应小于设计支撑角2α+30°(180°),回填密度应达到95以上%。每层回填厚度不宜超过0.2m,管边以上50cm范围内的沟渠回填及管顶可回填碎石屑、粒径小于40mm的砾石、高(中)钙粉煤灰(游离钙CaO含量超过12%)、中粗砂或沟渠。挖掘出优质土壤。从管底至管顶0.5m以内,沿管线及检查井两侧必须采用人工对称分层回填填塞。严禁机械推土。回填时,应对各压缩层的密度进行取样,检验合格后回填上层。回填时沟内不应有积水。粘土、有机物和冻土不得回填,回填物不得含有石块、砖块等有棱角的硬物。当采用钢板桩支撑沟渠时,只有在回填达到规定高度后才能将桩拔出。应间隔进行打桩,并随图填砂。必要时还可采取拔桩时注浆措施。

东方pe给水管厂家
管材端面应平整,与管子中心轴线垂直,轴向不应有明显弯曲。管道的抗压强度和刚度必须满足设计要求。用于连接和密封的橡胶圈的性能和尺寸必须符合设计要求。胶圈外观应光滑平整,不得有气孔、裂纹、皱纹、破损、厚皮、接缝等缺陷。并按照现行行业标准《给排水管道和污水管道用接口密封圈材料规范》HG/T3091,肖氏硬度为50±5MPa;伸长率大于400%;抗拉强度不小于16MPa。管道装卸、输送堆垛、装卸(1)HDPE管材主要采用机械装卸。装卸时应使用柔性带、吊索或吊索进行安装,装卸或输送管道不得使用钢索、钢链(2)装卸管道时,应使用两个支吊点,两个支吊点的位置应置于管长的四分之一处,以保持管道的稳定性。(3)管道装卸过程中,应避免撞击或抛掷管道,特别是管端的保护。如有划痕,请及时联系供应商进行妥善处理。管道运输:短途运输,不得在坚硬不平地面或砾石地面上滚动,以免损坏管道。
东方pe给水管厂家
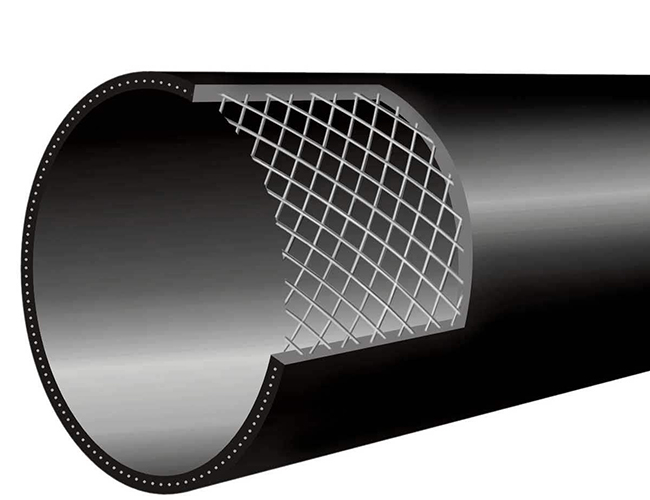
HDPE双壁波纹管,又称PE波纹管,于1980年代初在德国研制成功。经过十多年的发展和完善,已从单一品种发展到完整的产品线。在生产工艺和应用技术上非常成熟。由于其优异的性能和相对的经济成本,在欧美等发达地区得到了大力推广和应用。双壁波纹管是一种由高密度聚乙烯制成的新型轻质管材。具有重量轻、耐压高、韧性好、施工快、使用寿命长等特点。其出色的管壁结构和其他管材相比,成本大大降低。并且由于连接方便可靠,在国内外被广泛使用。混凝土和铸铁管的重要替代品。1、产品结构独特,耐高压;2、内壁光滑,消耗量大;3、产品连接方便,接口密封性好,耐腐蚀,零泄漏,不结垢,杜绝二次污染,是很好的“绿色管道”4、产品具有良好的抗弯性能,能适应不均匀的土壤沉降;5、使用寿命长,地下使用可达50年以上;6、产品重量轻,结构方便,可降低施工成本,缩短工期;7、在15英尺/秒时,耐磨性是普通或细晶粒钢管的3-5倍。
东方pe给水管厂家
管道辅助井(检查井)检查井:每个排污单元设置1个检查井,每排污单元间隔超过40m必须增加1个检查井,并使用2个流道检查井旋转沉淀管检查井。所有管道穿越均使用粘土检查井。在承重主干道开挖一口砖检查井,内径100厘米,闭口70厘米,砖砌粘土检查井下方50厘米,砌筑C20混凝土垫层,小标准砖。井盖为承重Φ800mm的预制井盖。非承重公路和支线管道使用HDPE检查井。检查井用HDPE中空缠绕管连接人孔盖。在井眼周围使用小型标准砖块来建造到地面。DN300、DN400双壁波纹管采用DN630系列HDPE检测井,DN200双壁波纹管采用DN450系列HDPE检测井。检查井和井底的安装应保持水平。路口井盖与路面齐平,绿化带井盖高出地面15~20mm。闭水试验:闭水试验:管道施工完成后,必须及时分段进行闭水试验。

东方pe给水管厂家
管道基础:管道采用弧形基础。对于一般土质,应在管底下的原状土基础或回填填料基础上铺设一层厚度为100mm的中粗砂基层;当地基土质较差时,可采用厚度至少为200mm的砂砾石地基,也可分两层铺设。下层为粒度5~32的碎石,厚度为100~150毫米,上层为中粗砂,厚度不小于50毫米。对于软土地基,当地基承载力低于施工要求或因施工降水等原因,原土受到扰动影响地基承载力时,必须先对地基进行加固。并达到规定的承载能力后。管道设计时,在拱形基础支角范围内,腋窝旁必须采用中粗砂或砾石土进行回填压实。回填区不得小于支撑角2a加30°。管道基础套管处的凹槽应与管道铺设一起挖开,凹槽的长度、宽度和深度可根据管接头尺寸确定。接缝完成后应立即用中粗砂回填密度。因管道荷载、下伏土质变化等因素可能导致管道纵向不均匀铺设的路段,在铺设管道前应进行地基加固。

东方pe给水管厂家
启动过程中的注意事项:启动挤出机前,确保各段温度正常。如发现异常,请等待挤出机完成后再启动挤出机,以免损坏螺杆等部件或喷出物料伤人;启动条件均可启动主机后,在主机刚启动时应将熔压控制在一定范围内,以免料温过高,喷料伤人;挤出时必须观察主机的流量和压力。如果流量和压力太大,应先检查。排除故障后启动机器,避免设备损坏;随时检查主机和变速箱的温度和噪音,如有异常,请及时通知设备人员确定是否停机;物体碰撞时,处理损伤时不要使用800目以下的砂纸;在成型机正常运行过程中,随时观察所有轴承及附件的完整性,如有损坏或异常,及时更换和处理;成型机的润滑系统应保证随时正常运转,否则应立即停机;成型机的运动轨道必须保持清洁;每次更换模块时必须清洁;每次更换模块时,应检查所有销钉和定位槽是否完好,如有偏差,处理后才能安装;模块的运输、安装和拆卸必须非常小心,严禁损坏部件;上下模组(卧式为左右模组)不能压得太紧,以免模组或成型机主体变形。电机过载;真空泵应定期清洗泵腔内的滤网和外壳,以免影响真空度或损坏电机。